LLDPE高速高效吸管挤出生产线
围绕小口径塑料管材产品对尺寸精度、表面质量、连续生产稳定性以及多规格切换能力的要求,我们为客户提供了一套集自动上料、精密挤出、模具成型、真空冷却定型、伺服牵引切割以及后端倒角开口处理于一体的整线解决方案。该项目针对 LLDPE与PCT共用吸管生产需求 进行规划设计,帮助客户在兼顾多材料适配与多规格切换的同时,实现稳定、高效的连续化生产。
项目概况
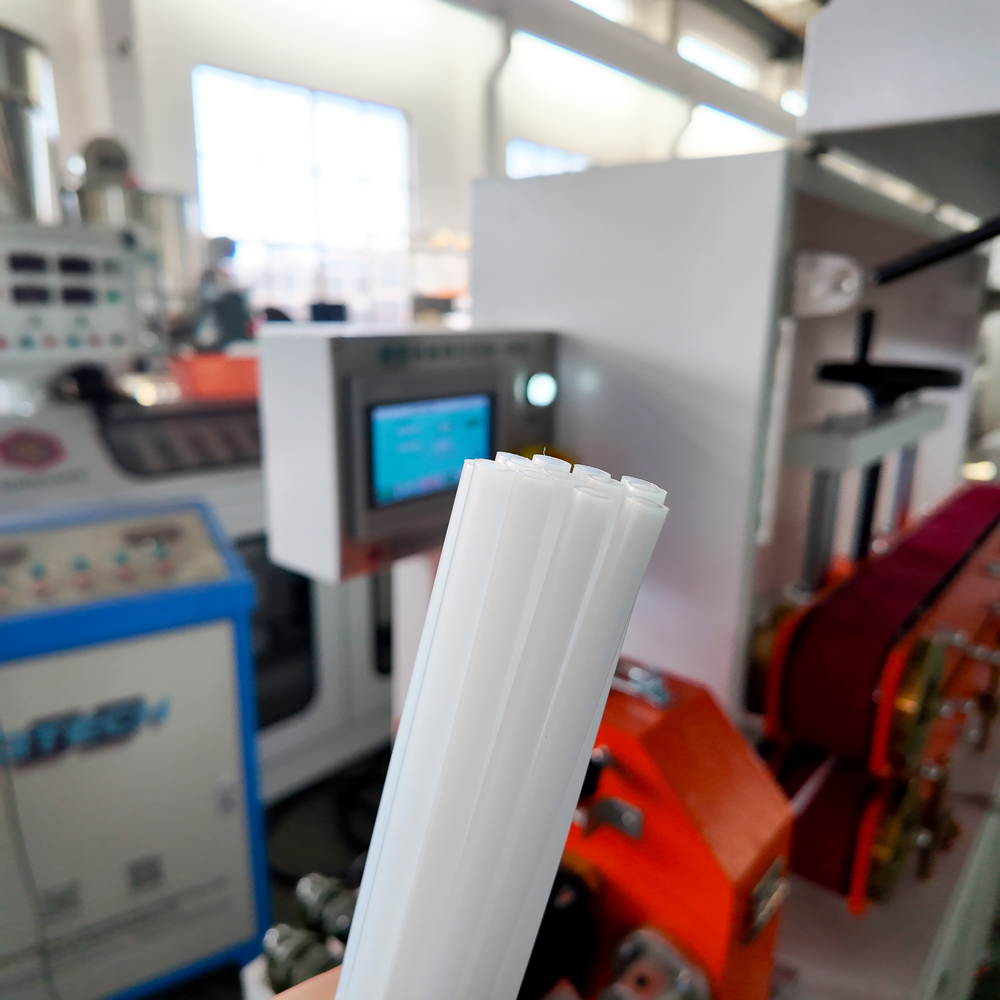
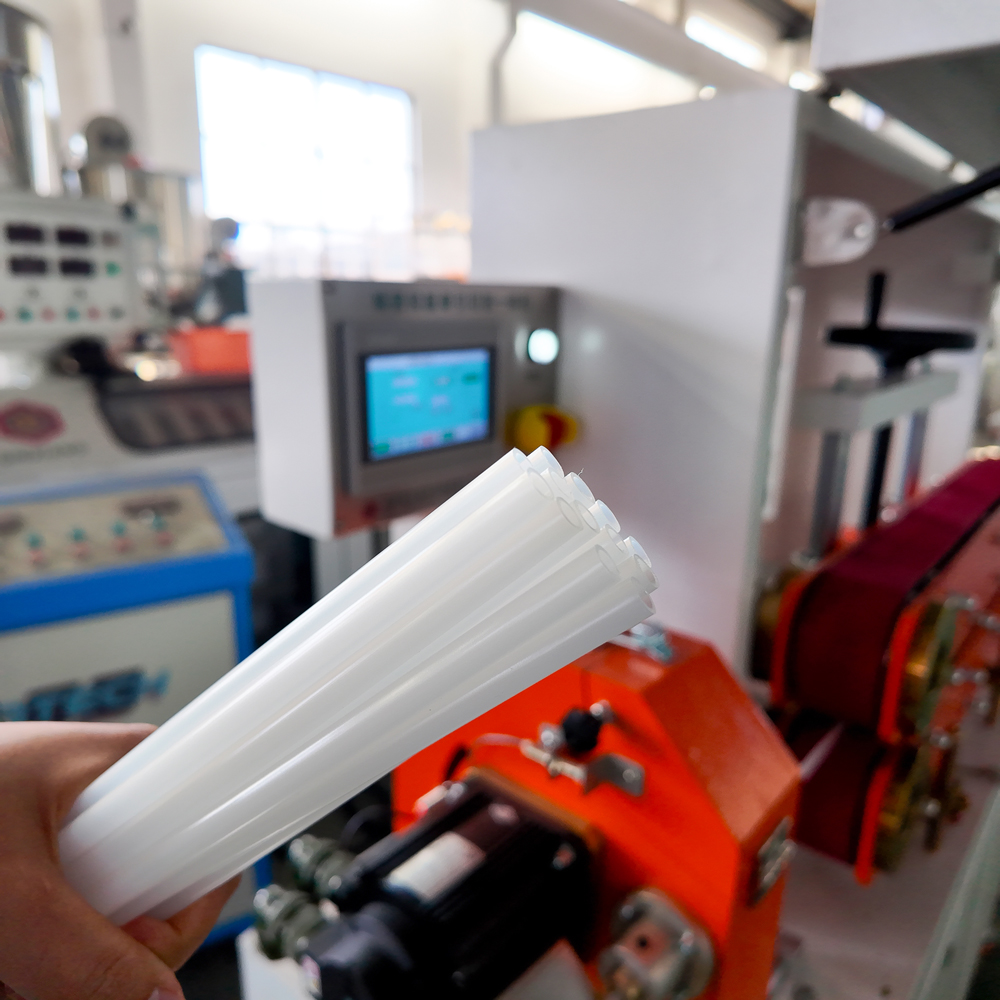
本项目为客户建设的是一条 LLDPE、PCT共用吸管挤出生产线,适用于小口径精密管材的连续化生产。根据客户产品规划,该生产线可兼容:
○LLDPE:8×6mm
○PCT:8×6mm / 9.5×7.5mm
整线设计产量为 10–40kg/h,中心高度 1000±50mm,整机按 右至左操作方向 进行布局,适用于室内连续生产环境。
与常规单一材料小管生产线不同,这个项目的核心价值在于:同一条生产线同时兼顾LLDPE与PCT两类材料的加工需求,并覆盖不同规格小管产品的稳定生产与后加工处理。这对整线的挤出稳定性、模具匹配度、冷却定型精度和牵引切割同步性都提出了更高要求。
客户需求与痛点
客户关注的核心问题
客户希望建设一条适用于 LLDPE与PCT吸管共线生产 的设备系统,以满足不同产品订单下的灵活切换需求。同时,客户对成品的小口径尺寸稳定性、切割精度及后端加工完整性也提出了较高要求。
○一条生产线兼容 LLDPE与PCT 两种材料
○适配 8×6mm、9.5×7.5mm 等小规格管材生产
○保证小管材外径、内径及壁厚稳定性
○提升挤出、定型、牵引、切割各环节的同步性
○保证成品表面质量和切口一致性
○配套后端 倒角、开口 工序,提高成品完整加工能力
○希望设备具备较高自动化水平,并支持现场试机验收
对于这类小管材项目来说,难点往往不是“能挤出来”,而是 吸管在连续生产中是否稳定、尺寸是否均匀、切割是否整齐,以及后加工环节是否方便衔接。尤其是多材料共线生产,对整条线的适配性要求更高。
我们提供的解决方案
结合客户材料体系、产品规格及现场使用需求,我们为其提供了一套 LLDPE、PCT共用吸管挤出整线解决方案,从前端上料到后端切割、倒角、开口,形成完整的生产配置。
1. 自动真空上料与料斗系统
为了保证原料输送稳定性,整线前端配备了 QX-300自动真空上料系统 与 QX-25不锈钢料斗,实现原料自动输送与连续供料。
○自动真空上料能力:300kg/h
○配套 25kg不锈钢料斗
○降低人工加料频次
○保证前端供料连续稳定
○为小管材连续挤出提供稳定原料基础
在小管材生产中,前端供料稳定看似基础,实则很关键。因为规格越小,对挤出波动越敏感,一点点供料不稳,后面就可能反映到尺寸上。




2. 精密单螺杆挤出系统
核心挤出主机采用 SJ50/28精密单螺杆挤出机,配置 22kW汇川永磁同步电机,可实现 10–40kg/h 的稳定挤出产能,满足LLDPE与PCT小管材共线加工需求。
关键配置
○螺杆直径:50mm
○长径比:28:1
○四区加热、四区风冷
○温度范围:0–300℃
○机头加热预留 4区
○电机:汇川22kW永磁同步电机
○PLC:三菱
○触摸屏:15寸昆仑通态
实现价值
○提升不同材料切换时的塑化稳定性
○保证熔体输送均匀性
○改善小规格管材挤出连续性
○为后端定型与切割提供稳定基础
这部分相当于整条线的“核心输出端”。尤其面对LLDPE和PCT两类材料,挤出系统不仅要稳定,还要有足够的工艺适配能力,不能今天能跑这个、明天就对另一个“闹情绪”。


3. 吸管专用模具系统
根据客户产品规格,整线配置了 2套小管材挤出模具,适配:
LLDPE:8×6mm
PCT:8×6mm / 9.5×7.5mm
模具特点
○模具及芯轴材质:S316H
○定型模材质:黄铜
○模具加热方式:云母加热器
○定型模采用粗加工、精加工、高速抛光工艺
○内层电镀处理
实现价值
○提升出料均匀性
○保证小管产品尺寸稳定
○改善产品表面光洁度
○满足多规格切换生产需求
小管材模具的价值,很多时候就在细节里。因为尺寸小、容差紧,模具加工精度和流道设计如果不到位,产品很容易出现偏壁、波动或表面不良



4. 真空冷却定型系统
为保证小管材出模后快速稳定成型,整线配置了 4500mm管材真空冷却定型水槽,其中真空定型段长度为 1000mm,并配有预冷、真空控制、吹干等完整功能。
主要配置
○水槽尺寸:4500×230×235mm
○真空段长度:1000mm
○真空泵功率:1.5kW
○真空控制范围:0–(-50kPa)
○控制精度:±0.1kPa
○箱体材质:304不锈钢
○配置钢化玻璃盖板、高位水箱、水位控制器、水温测量器
○箱体支持前后、左右、上下调节
实现价值
○提高小管材尺寸稳定性
○保证圆整度和表面质量
○提升不同规格切换时的调节便利性
○为后端稳定牵引提供成型基础
这部分非常关键。小口径管材如果定型不稳,后面牵引再精准也只是“努力补救”,很难从根本上把尺寸拉回来。




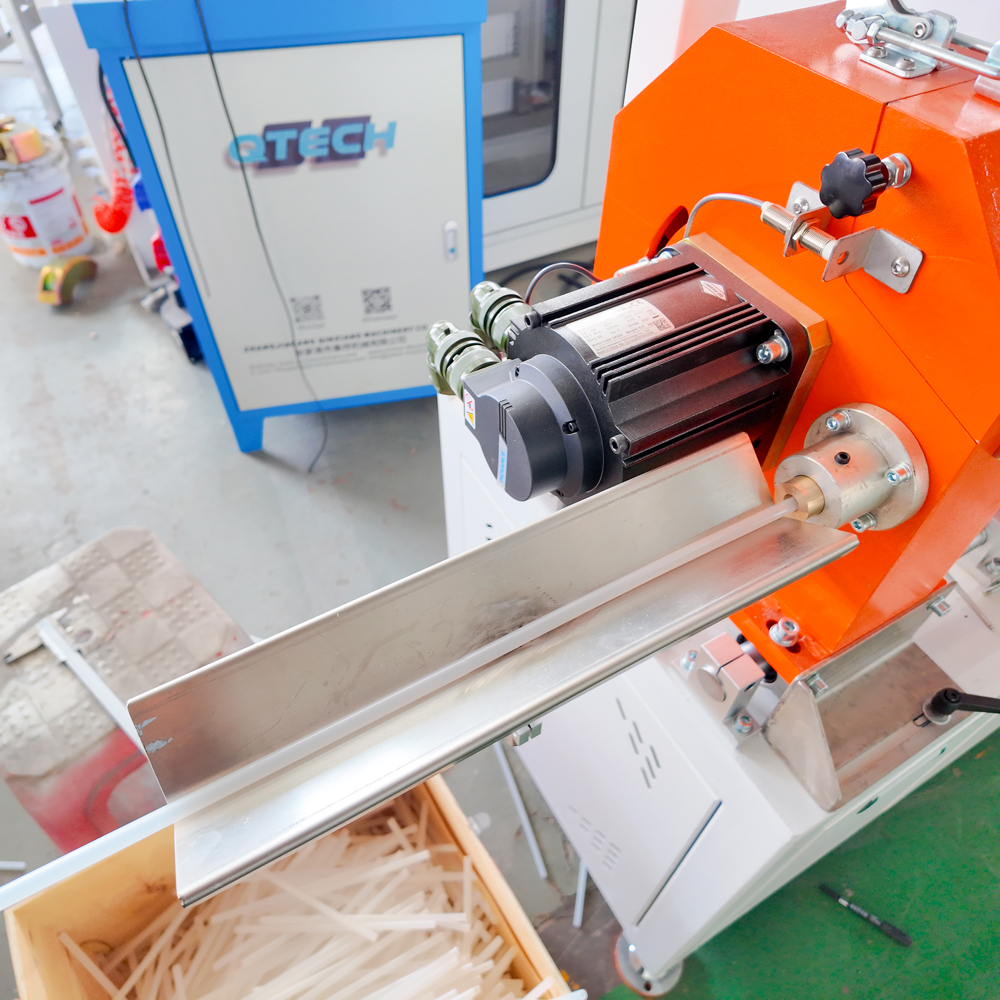
5. 精密伺服皮带牵引与飞刀切割系统
后端配置 精密伺服皮带牵引机 和 旋转式飞刀切割机,用于实现稳定牵引与可设定长度切割,提升成品一致性。
牵引系统配置
○牵引长度:1000mm
○牵引皮带:80mm红色多纤维耐磨聚氨酯皮带
○电机:2台1kW汇川伺服电机
○配置高精度行星减速机
○前端配PTFE滚辊
○牵引速度单独控制
切割系统配置
○电机:1.8kW汇川伺服电机
○切割方式:旋转式切割
○铜夹具夹紧
○切割长度可设定
○间隙可调
实现价值
○提升牵引速度与挤出速度匹配性
○减少小管材拉伸变形风险
○保证切口整齐度
○提高长度控制一致性
对小规格管材来说,牵引和切割不只是“后端动作”,而是直接影响成品品质的关键工序。速度稍微不匹配,管材尺寸和切口状态就会立刻反映出来,毫不客气。




6. 后端倒角与开口加工配置
为满足客户成品后处理需求,整线还配备了 手动倒角机 与 手动开口机,增强整条线的加工完整性。
倒角机
○操作方式:手动
○电机:1.1kW交流电机
○夹紧方式:气动夹紧
○配置车刀倒角
开口机
○操作方式:手动
○电机:1.8kW汇川伺服电机
○刀片:定制V形开口刀
○PLC:西门子
○触摸屏:昆仑通态
实现价值
○支持成品二次加工
○提升后端处理完整性
○减少额外外协工序
○提高整线综合交付能力
这也是这条线比较“像项目”的地方,不只是把管子挤出来,而是进一步考虑了客户后续加工工序,让设备方案更贴近实际订单交付场景。

项目交付内容
本项目围绕小规格塑料管材连续生产需求进行整线交付,配置如下:
从交付结构来看,这不是简单的“挤出机+水槽+切割机”组合,而是一套面向 小口径精密管材实际生产与后加工需求 的完整解决方案。
本项目的价值亮点
这个案例最具代表性的地方,在于它体现了我们在 PVC管材整线项目 中的三项核心能力。

为什么客户选择我们
在小管材挤出设备领域,我们不仅关注设备本身,更重视客户的产品特性、加工流程与订单结构。对于这类 多材料、小规格、带后加工需求 的项目,我们更强调整线规划能力、工艺适配能力和设备联动能力,帮助客户建立更稳定、更灵活的生产体系。