Φ110-315HDPE管材挤出生产线
围绕中大口径PE管材生产对高产稳定性、三层共挤均匀性、米重精度、表面质量及后端切割效率的要求,我们为客户提供了一套集自动上料、原料干燥、主辅挤出、米重控制、色标线共挤、三层模具成型、真空定型、喷淋冷却、四爪伺服牵引、无屑切割及自动放料于一体的整线解决方案。该项目聚焦 Φ110–Φ315mm PE管材连续化生产需求,帮助客户实现更高效的中大口径管材制造能力与更稳定的产品质量控制。
项目概况
本项目为客户建设的是一条 Φ110–Φ315mm PE管材三层共挤生产线,适用于中大口径PE给水、输水及相关管材产品的连续化生产。整线覆盖的生产规格包括:
Φ110mm/Φ160mm/Φ200mm/Φ225mm/Φ250mm/Φ280mm/Φ315mm
生产线设计产量为 350–650kg/h,中心高度 1200±50mm,总安装功率约 360kW。整套方案采用 三层共挤结构,同时集成米重控制系统和色标线共挤模块,更适合对产品层间均匀性、材料利用率和在线品质控制有较高要求的PE管材生产场景。
这类项目的难点,不只是“产量够不够”,而是 高产条件下三层结构能不能稳定、米重能不能控住、冷却定型能不能跟上、后端切割能不能稳稳接住。这几件事一起做好,才算真正的整线能力。
客户需求与痛点
客户关注的核心问题
客户主要面向中大口径PE管材市场,希望配置一条自动化程度更高、产能更稳定、并具备三层共挤与在线米重控制能力的生产线,以满足更高标准的管材制造需求。
○覆盖 Φ110–Φ315mm 中大口径PE管材生产
○提升三层共挤结构的均匀性和稳定性
○保证主料层、辅料层及色标线共挤配合效果
○提高米重控制精度,降低材料波动带来的成本风险
○改善大规格管材的真空定型与喷淋冷却效果
○提升牵引、切割与放料等后端处理效率
○希望整线自动化程度更高,减少人工干预
对PE管客户来说,尤其是三层共挤项目,最怕的不是设备“不转”,而是设备在转,材料却在悄悄“超耗”、层间在悄悄“失衡”、米重在悄悄“飘”。这些问题不大张旗鼓,但很伤利润。
我们提供的解决方案
结合客户的产品规格、材料结构、产能需求和现场条件,我们为其提供了一套 Φ110–Φ315mm PE管材三层共挤整线解决方案,重点强化供料稳定性、主辅共挤协调性、米重控制精度和大口径冷却定型效率。
1. 自动上料与料斗干燥系统
为保证主料和辅料稳定供给,整线前端配置了 QX-900自动真空上料系统、QX-150料斗干燥机、QX-300自动真空上料系统、QX-50料斗干燥机,分别服务于主挤出与辅挤出部分。
主要配置
○QX-900自动真空上料系统:输送能力 900kg/h
○QX-150料斗干燥机:装料量 150kg
○QX-300自动真空上料系统:输送能力 300kg/h
○QX-50料斗干燥机:装料量 50kg
实现价值
○提升主辅原料供给连续性
○改善原料进入挤出系统前的稳定性
○适应三层共挤工艺对原料协同供给的要求
○减少人工加料频率,提高现场效率
前端供料系统看起来很“配角”,但三层共挤项目里,它其实是幕后总导演之一。




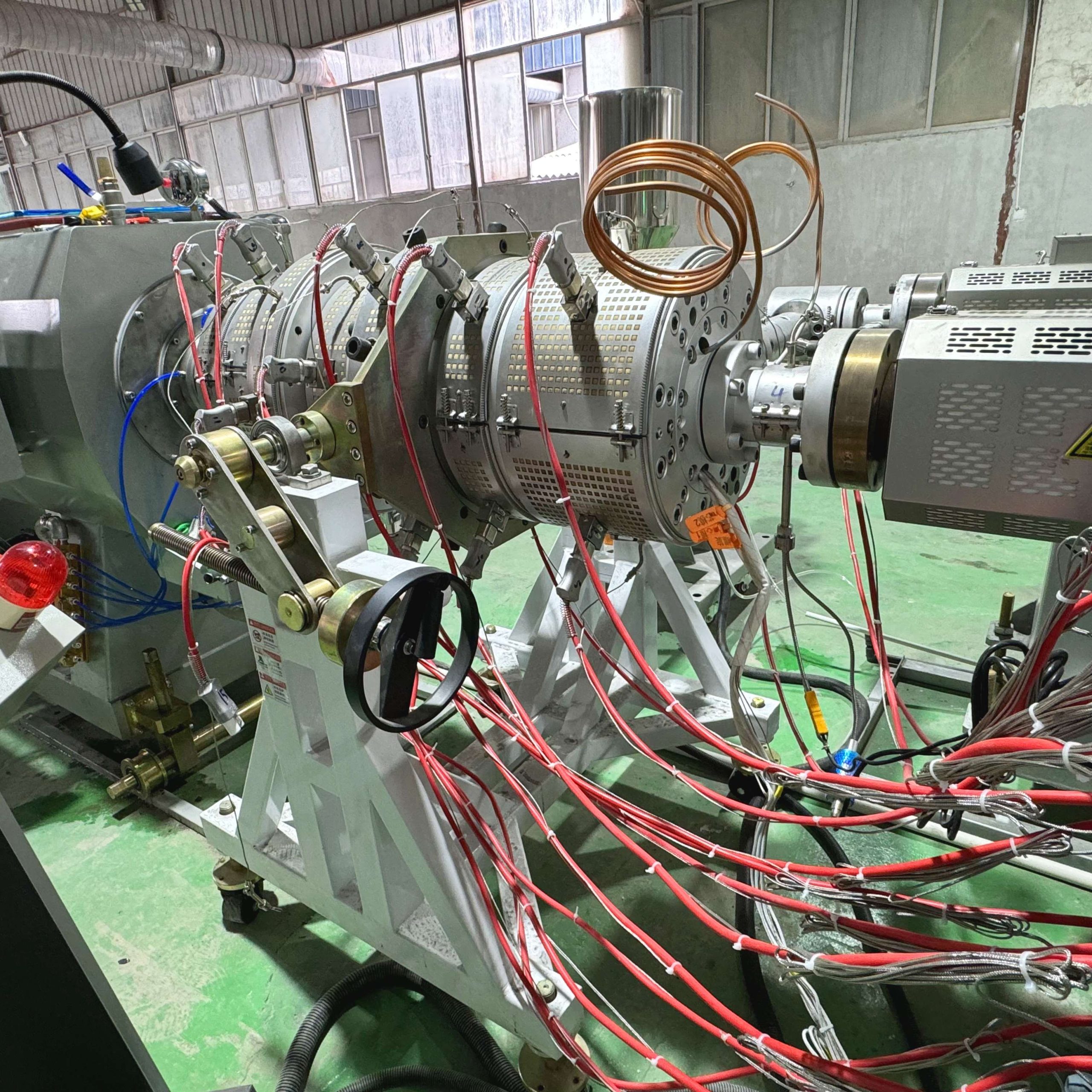
2. 主挤出系统:SJ75/38高速高效单螺杆挤出机
主机采用 SJ75/38高速高效单螺杆挤出机,配置 160kW汇川永磁伺服电机,具备较强的塑化和输送能力,用于承担主层材料的稳定挤出。
关键配置
○挤出产量:300–600kg/h
○螺杆直径:75mm
○长径比:38:1
○螺杆转速:0–180rpm
○电机功率:160kW
○加热区:6区
○加热功率:38kW
○机头加热功率:42kW
○齿轮箱:常州高扭矩齿轮箱
实现价值
○提升主层PE熔体稳定性
○适应中大口径管材的高速挤出要求
○为三层结构提供稳定熔体输出基础
○增强整线连续生产能力
高速单螺杆主机的作用很直接:既要“推得动”,又要“推得稳”,这两点少一个都不行。
3. 辅挤出系统:SJ50/33单螺杆挤出机
为配合三层共挤结构,整线配置 SJ50/33单螺杆挤出机 作为辅机,用于内外层或功能层材料的协同挤出。
关键配置
○挤出产量:30–80kg/h
○螺杆直径:50mm
○长径比:33:1
○电机功率:37kW汇川永磁伺服
○加热区:4区
○机头加热功率:18kW
实现价值
○满足三层结构中的辅层材料供给
○提升层间厚度控制与配比稳定性
○提高整线材料应用灵活性
主辅机搭配得好,三层共挤才像“三人配合默契”,而不是“各挤各的”。
4. 米重控制与色标线共挤系统
这是本项目的一大亮点。整线配置了 双层米重控制系统 与 SJ25/25色标线共挤机,用于提升材料利用率和产品识别性。
米重控制系统配置
○15寸台达触摸屏
○台达PLC
○不锈钢称重料斗 2台
○托利多称重传感器
○欧姆龙编码器、继电器
○可移动控制箱
色标线共挤机配置
○型号:SJ25/25
○挤出量:1–5kg/h
○电机功率:1.5kW
○变频器:安川
这个模块非常“值钱”,因为它不只是让设备看起来更高级,而是真的会影响长期生产成本。材料一旦控得准,利润就没那么容易悄悄溜走。
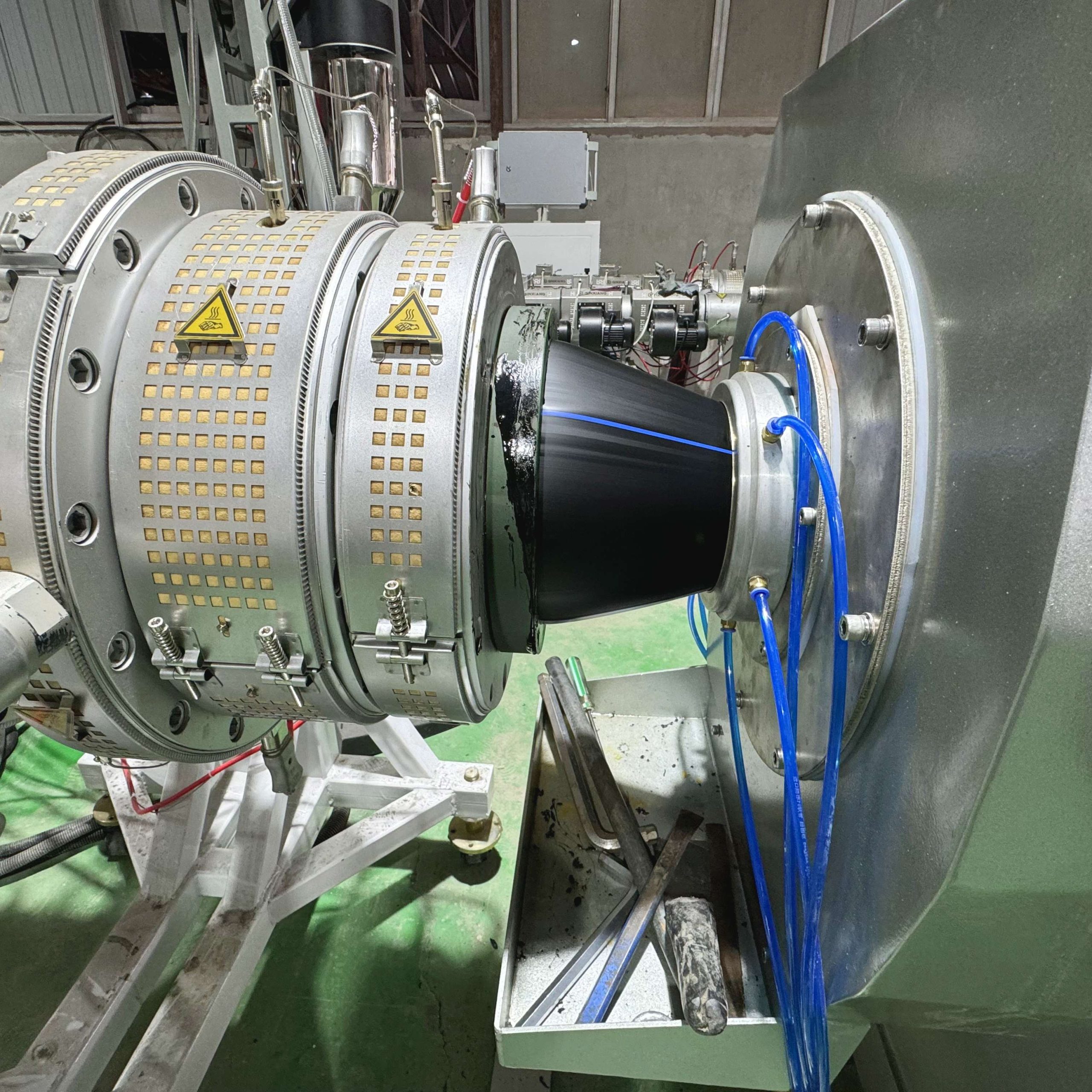
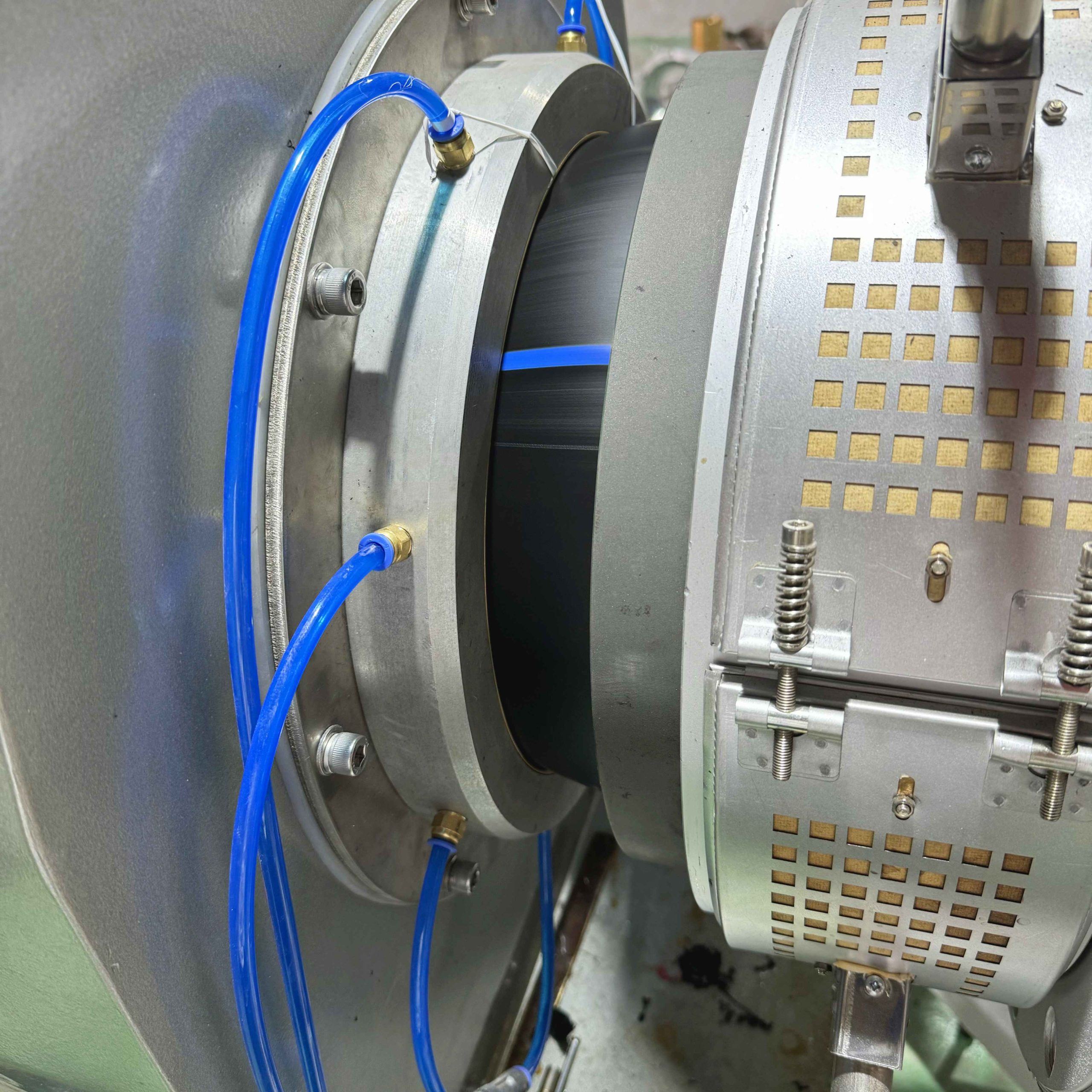
5. 三层高速PE管材模具系统
根据客户的产品规格,整线配置了 Φ110–315mm三层高速PE管材模具,覆盖多个主流中大口径规格。
覆盖规格
○110 / 160 / 200 / 225 / 250 / 280 / 315mm
模具特点
○模具材质:40Cr
○芯轴材质:40Cr
○定径套材质:优质耐磨铜
○冷却方式:水冷夹套(铝制)
○螺旋体采用进口加工中心加工
○流道内层电镀处理
模具是整条线里最“沉默但有存在感”的部分。它不说话,但产品圆不圆、层匀不匀,它心里最清楚。



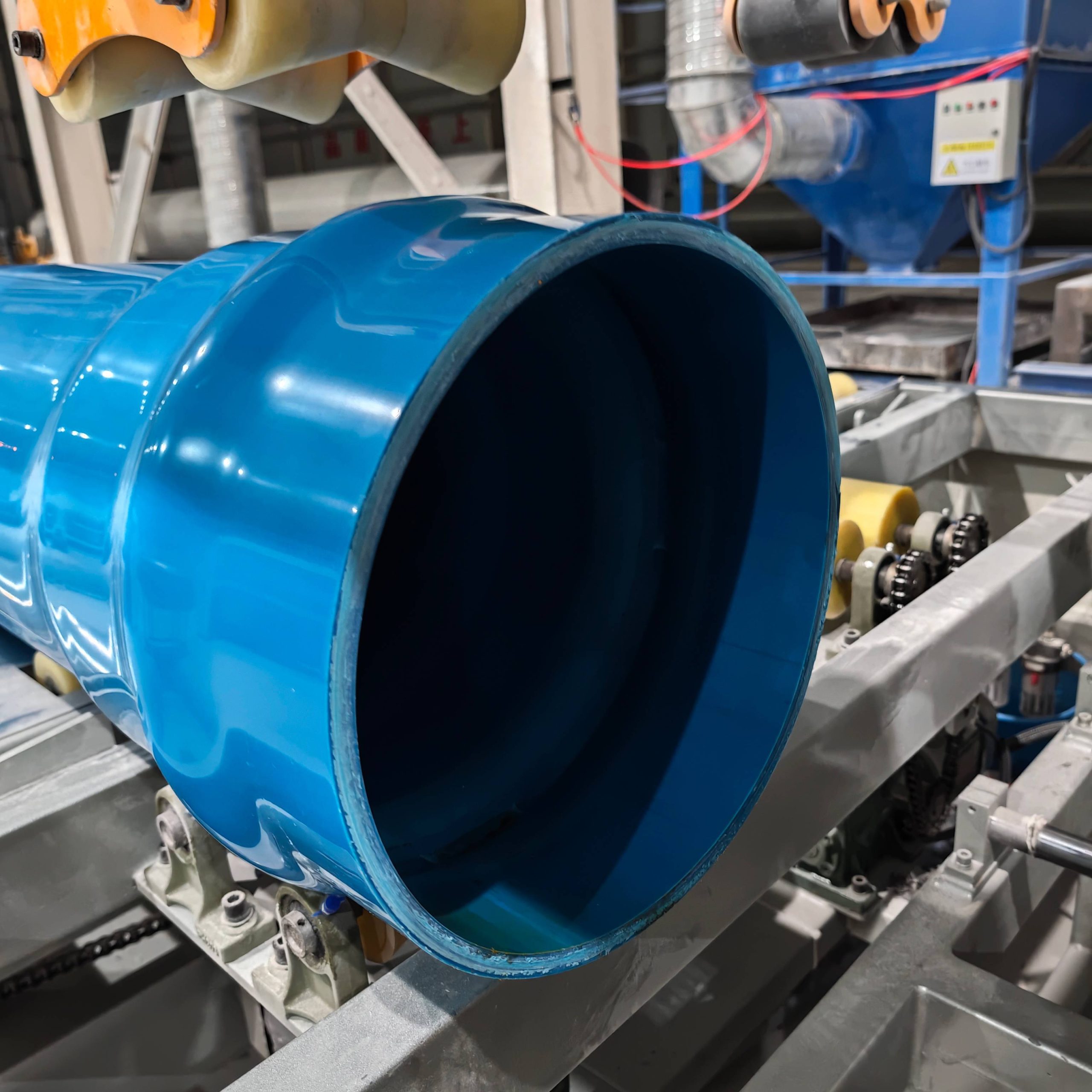
6. 9米真空定型箱与16米喷淋冷却系统
为确保中大口径PE管材在高速挤出后的充分定型与冷却,整线采用 9米真空定型箱 + 2台8米喷淋箱 的冷却配置,总冷却段较长,更适合大规格稳定生产。
真空定型箱主要配置
○长度:9米
○SUS304不锈钢箱体,厚度 5mm
○真空泵:5.5kW×2
○水泵:5.5kW×2
○ABB变频器独立控制恒定真空
○带 椭圆校正器
○双回路、双过滤进水控制
○高强度钢化玻璃观察盖板
喷淋箱主要配置
○数量:2台
○单台长度:8米
○水泵:7.5kW
○喷淋冷却,雨帘式设计
○加厚不锈钢喷淋管
实现价值
○提升大口径PE管材圆整度
○改善冷却效率和尺寸稳定性
○降低高速生产下的变形风险
○提高不同规格切换时的工艺适应能力
PE大管冷却这件事,最怕“前面热情高涨,后面冷静不下来”。冷却段配足,整条线才更从容。

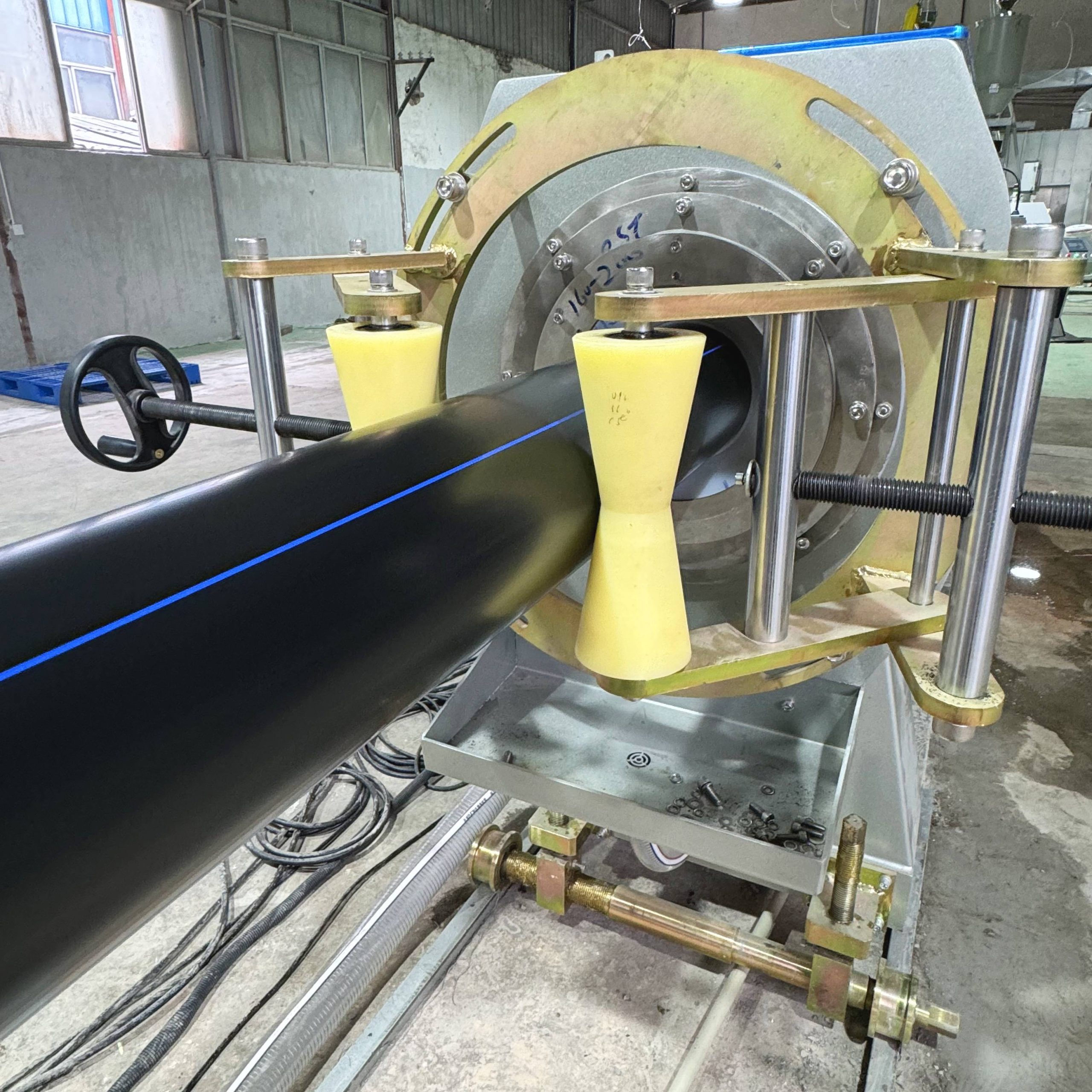
7. 四爪伺服牵引、无屑切割与自动放料系统
后端配置 110–315mm履带式四爪伺服牵引机、环形无屑切割机和6米气动自动放料架,提升成品处理效率和成品质量。
牵引系统
○牵引速度:0.1–8m/min
○最大牵引力:18000N
○4台 1.5kW伺服电机
○气动夹紧
切割系统
○适用范围:Φ110–315mm
○最大切割厚度:30mm
○液压进刀
○西门子PLC控制
○气动工作台移动
放料系统
○气动自动放料
○长度:6米
○自动控制
实现价值
○提升后端节拍匹配能力
○保证切割端面整洁
○减少人工搬运与放料压力
○提升整线连续生产效率
后端做好了,前面辛苦生产出来的好管材,才能顺顺当当地“体面收官”。



项目交付内容
本项目围绕中大口径PE管材三层共挤生产进行系统交付,形成完整整线配置。
从交付逻辑来看,这是一套面向 PE三层共挤大口径管材生产 的完整方案,不是简单的主机加水槽组合。整线配合程度,才是它真正的价值。
本项目的价值亮点
项目投入运行后,客户在HDPE管材生产效率、产品品质和管理水平方面获得了明显改善。






为什么客户选择我们
在PE管材设备领域,我们不仅提供挤出设备,更重视客户的产品结构、层次设计、材料控制方式和整线协同能力。对于三层共挤中大口径PE管项目,我们更加注重 主辅机匹配、在线控重、冷却系统长度配置和后端处理效率,帮助客户建立更高效、更稳定、更具成本控制能力的生产模式。