Φ110-315 PVC管材挤出生产线
围绕PVC给水管材生产对大口径成型稳定性、尺寸精度、表面质量、切割品质及后端扩口效率的要求,我们为客户提供了一套集原料混合、储料输送、稳定塑化挤出、真空定型冷却、伺服牵引、环形无屑切割、翻管及全自动扩口于一体的整线解决方案。该项目聚焦 Φ110–Φ315mm PVC给水管材连续化生产需求,帮助客户实现从配混到成品扩口的完整制造闭环,进一步提升产品一致性、生产效率与现场管理水平。
项目概况
本项目为客户建设的是一条 Φ110–Φ315mm PVC给水管材生产线,适用于PVC-U、PVC-M给水及灌溉类管材产品的连续化生产。整线可加工的管径范围覆盖:
○Φ110mm
○Φ125mm
○Φ140mm
○Φ160mm
○Φ200mm
○Φ250mm
○Φ315mm
生产线设计产量为 300–650kg/h,中心高度 1200±50mm,总安装功率约 160kW。方案充分考虑客户对不同口径切换、不同压力等级生产及后端扩口形式兼容的实际需求,形成一套面向中大口径PVC给水管材生产的系统化解决方案。
这个项目的重点,不只是把管材“挤出来”,而是要在 较宽口径范围、不同压力等级、不同连接方式 下,依然保持稳定生产。对PVC给水管来说,这就像一场“整线协同考试”,每个环节都不能掉链子。
客户需求与痛点
客户关注的核心问题
客户主要面向 PVC给水与灌溉管材市场,希望建设一条覆盖更宽规格范围、具备较高自动化水平、并能兼顾后端扩口工艺的完整生产线,以适应不同订单需求和市场标准。
○覆盖 Φ110–Φ315mm 多规格PVC给水管材生产
○支持 PVC-U、PVC-M 等给水及灌溉产品加工
○提升大口径管材的塑化稳定性与成型一致性
○保证管材外径、壁厚、圆整度和表面质量
○优化真空定型、牵引、切割、扩口等后端流程
○满足 R口、U口 等不同扩口连接形式需求
○配套混合、储料、上料系统,形成更完整的前端供料能力
○希望设备支持现场安装调试、工艺培训及后续长期技术服务
对给水管客户来说,真正重要的从来不是“单机参数好不好看”,而是 整条线能不能长期稳定跑、规格切换顺不顺、成品能不能达到标准要求。这才是决定投资价值的关键。
我们提供的解决方案
结合客户的产品定位、管径范围、工艺需求和厂房条件,我们为其提供了一套 Φ110–Φ315mm PVC给水管材整线解决方案,从原料混配、输送上料到挤出成型、切割扩口,形成完整工艺链路。
1. 原料混合、储料与输送系统
为了保障PVC粉料配方均匀性和前端供料连续性,方案中配套了 SRL高速混合机组、5吨料仓、真空吸料机、螺旋上料机 等设备,为后续主机稳定生产打下基础。
主要配置
○SRL500/1000高速混合机组
○SRL800/2000高速混合机组
○5吨不锈钢料仓
○真空吸料机
○螺旋上料机
实现价值
○提升PVC原料与助剂混合均匀性
○提高前端供料连续性
○降低人工加料强度
○为大口径连续挤出提供稳定供料基础
PVC生产很讲究“前端配得稳”,不然主机再卖力,后面也可能挤出一脸无奈。




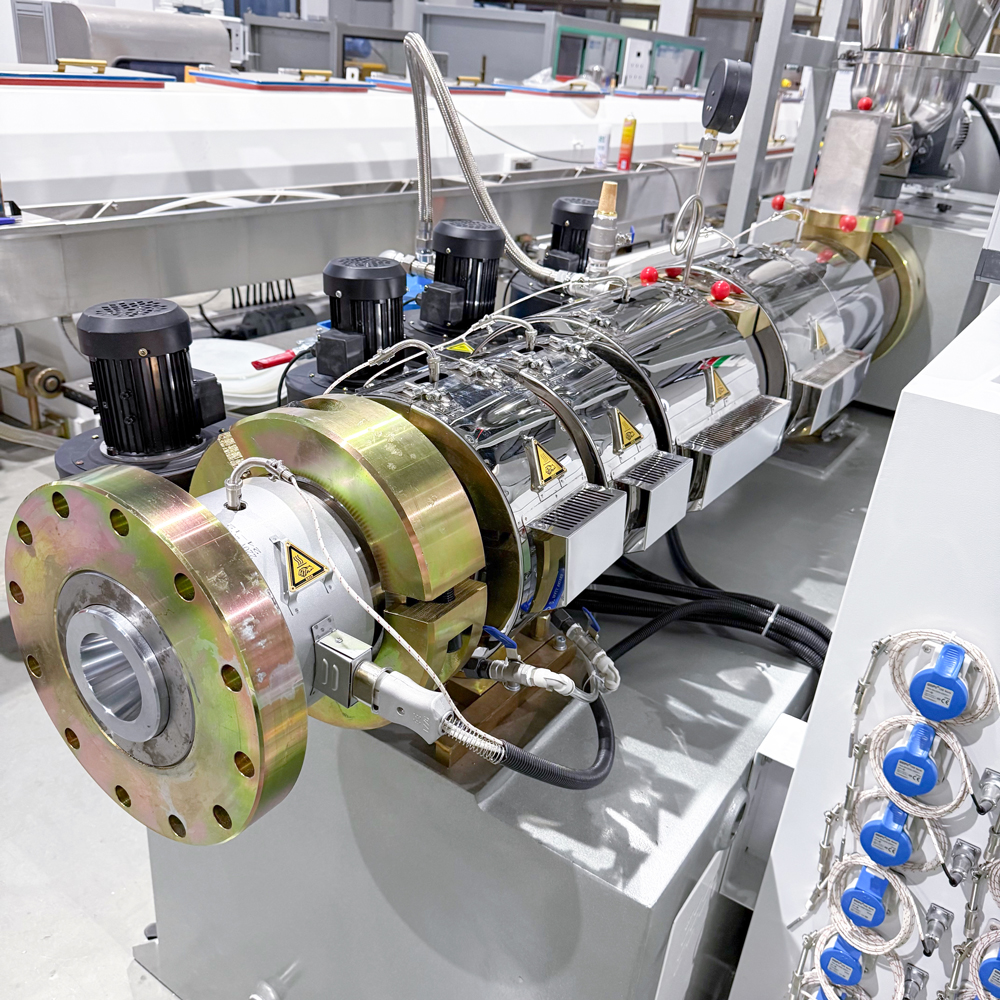
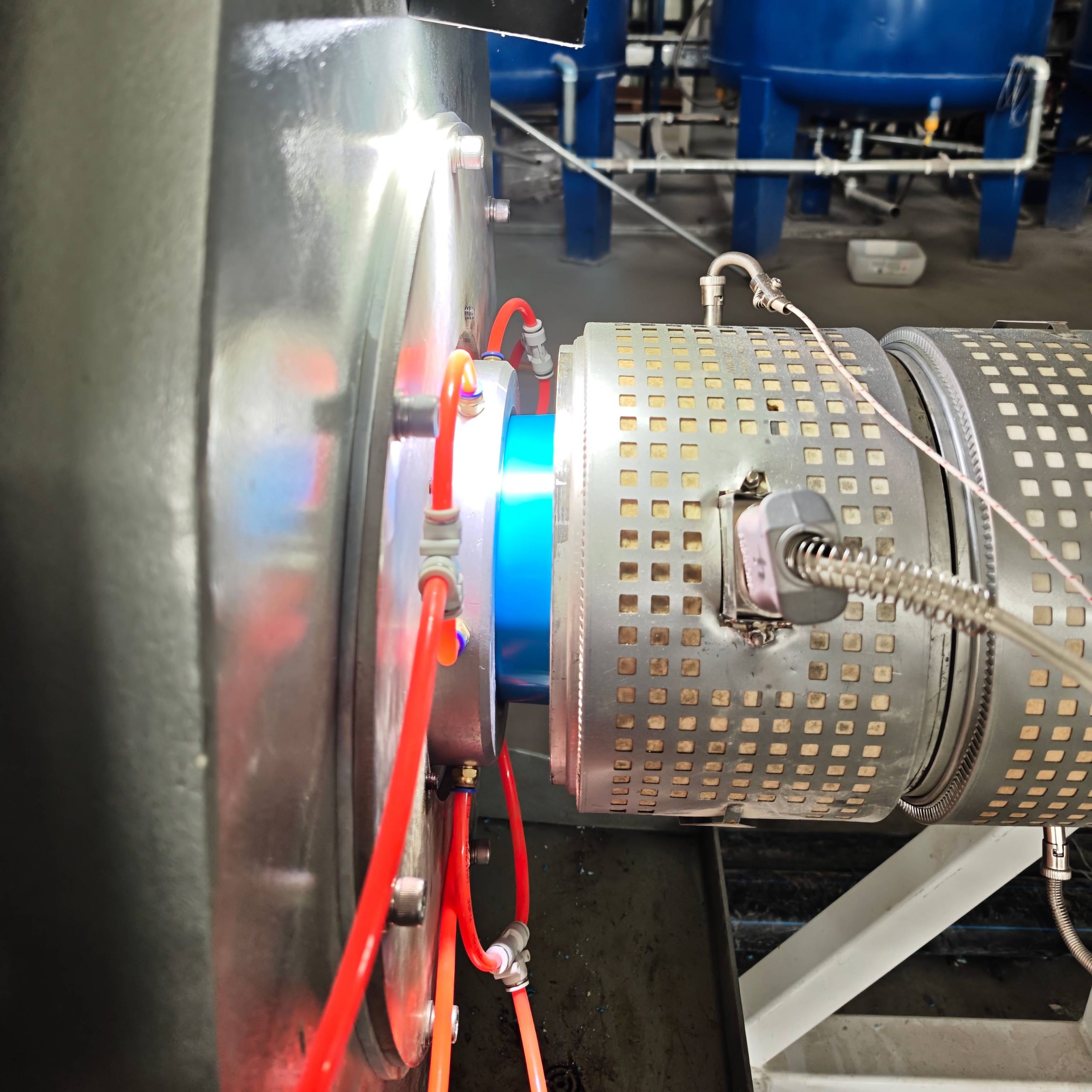
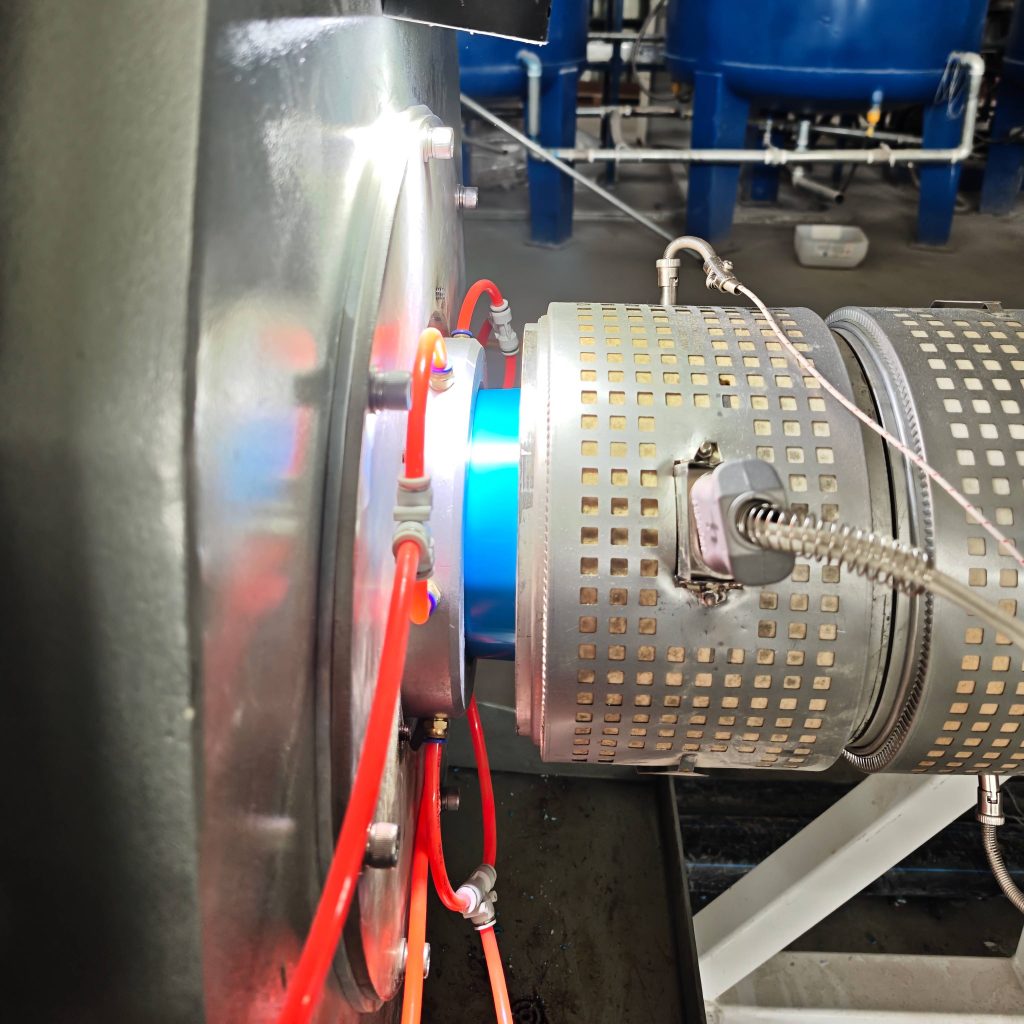
2. 双螺杆喂料与锥形双螺杆挤出系统
主机部分采用 T46双螺杆喂料机 + SJSZ80/156锥形双螺杆挤出机 组合,适配PVC粉料的稳定喂料与高效塑化要求,满足中大口径给水管材的连续生产。
关键配置
○主机型号:SJSZ80/156
○生产能力:300–650kg/h
○主电机:55kW 西门子(贝得)
○主电机调速:55kW ABB变频器
○喂料电机:1.5kW
○螺杆材质:38CrMoAlA,渗氮+表面镀硬铬
○螺杆转速:1–37rpm
○齿轮箱:江阴总厂(多灵)
○螺杆品牌:舟山金久
实现价值
○提升PVC塑化均匀性
○保证熔体输出稳定
○适应大口径给水管对连续出料的要求
○为不同规格模具切换提供工艺支撑
这部分是整线的“动力中枢”。PVC管材尤其怕塑化不稳,因为一旦波动,壁厚、外观、压力等级一致性都会跟着“闹意见”。



3. 双模具配置,覆盖多口径与多压力等级
根据客户的产品规划,整线配备了两套给水管模具:
○Φ110–160mm PVC给水管材模具
○Φ160–315mm PVC给水管材模具
并按 GB/T 10002.1 标准配置多个压力等级芯模方案,满足不同规格产品生产需求。
模具覆盖规格
模具组
覆盖规格
特征
Φ110–160mm
110 / 125 / 140 / 160
配多个口模、芯模与定径套
Φ160–315mm
160 / 200 / 250 / 315
配电动翻转三维移动模具小车
这套模具配置的核心价值在于:不仅规格覆盖广,而且考虑到了不同压力等级生产的匹配性。这就不是“能做几个尺寸”的问题,而是“能不能把不同标准的产品真正稳定做出来”的问题。



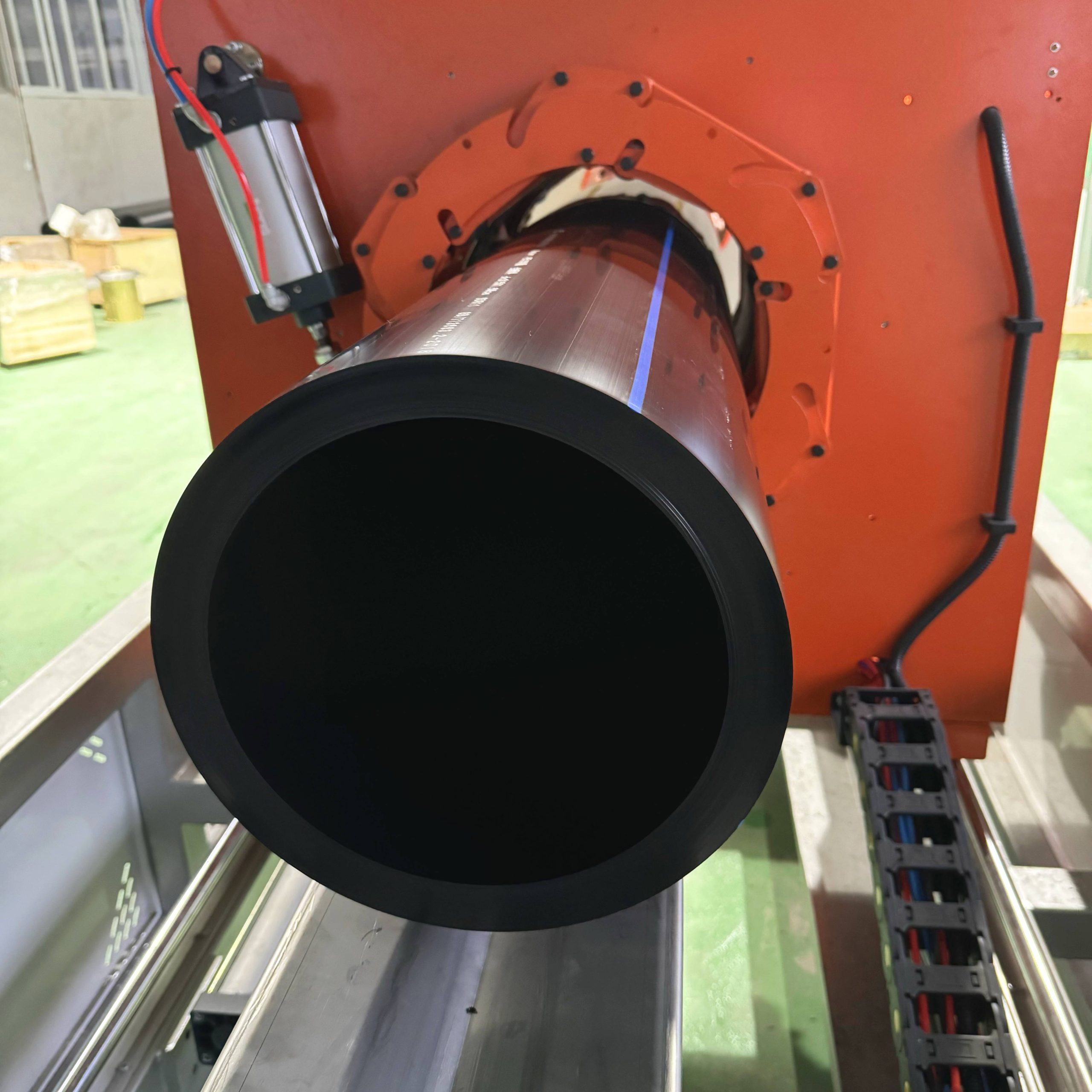
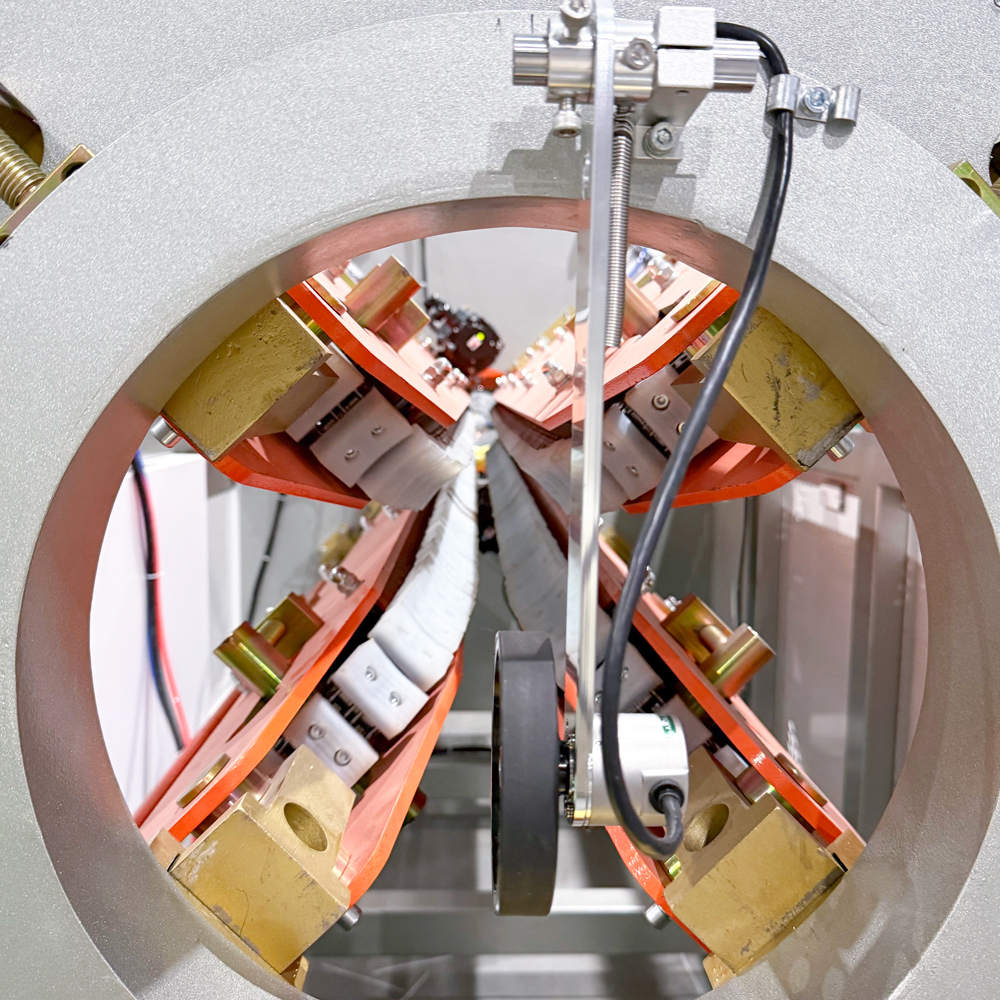
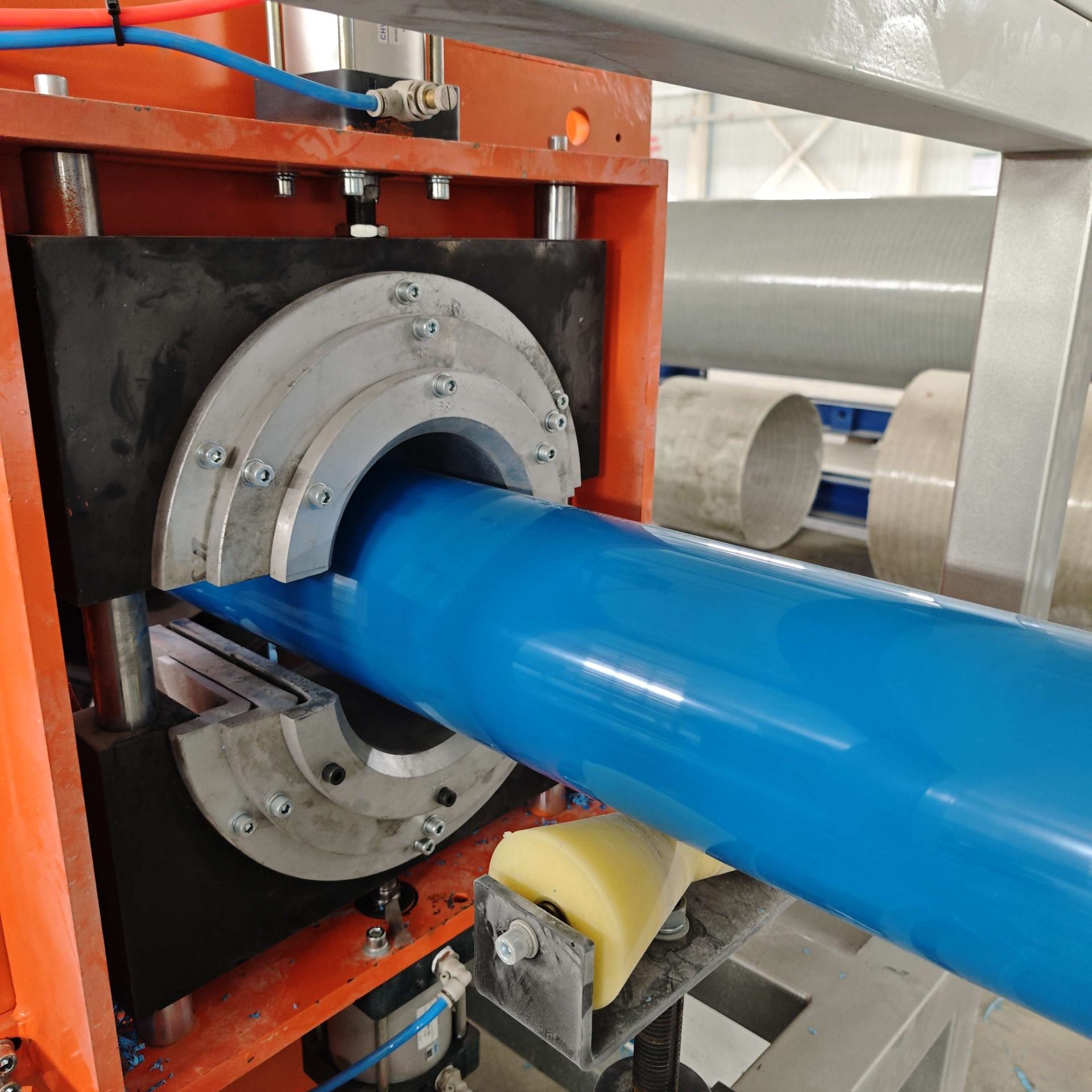
4. 8米真空定型冷却系统
为了保证中大口径PVC管材在出模后的定型精度和冷却效率,整线配置了 8米管材真空定型箱,采用全真空喷淋冷却和双回路供水设计。
主要配置
○真空箱长度:8米
○真空泵:5.5kW + 4.5kW
○水泵:5.5kW + 4.5kW
○双回路供水
○温控给水系统
○不锈钢箱体
○真空箱前后移动:800mm
○上下、左右可调
实现价值
○提高大口径管材圆整度和尺寸稳定性
○改善表面冷却效果
○提升不同口径切换时的调节灵活性
○为后端稳定牵引提供可靠成型基础
大口径PVC管做得好不好,定型箱往往最“诚实”。前面塑化再稳,如果这里控不好,尺寸就很容易飘。




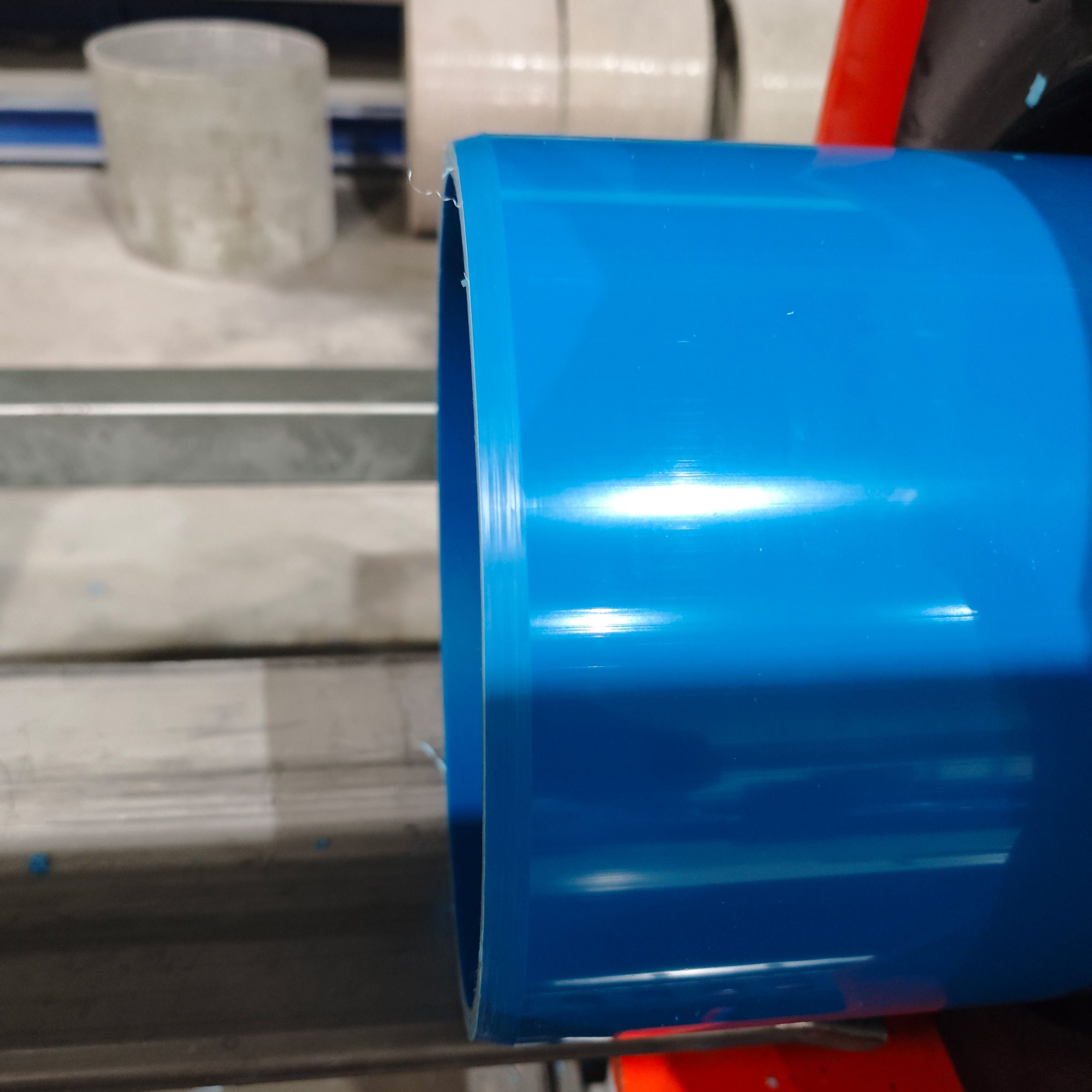
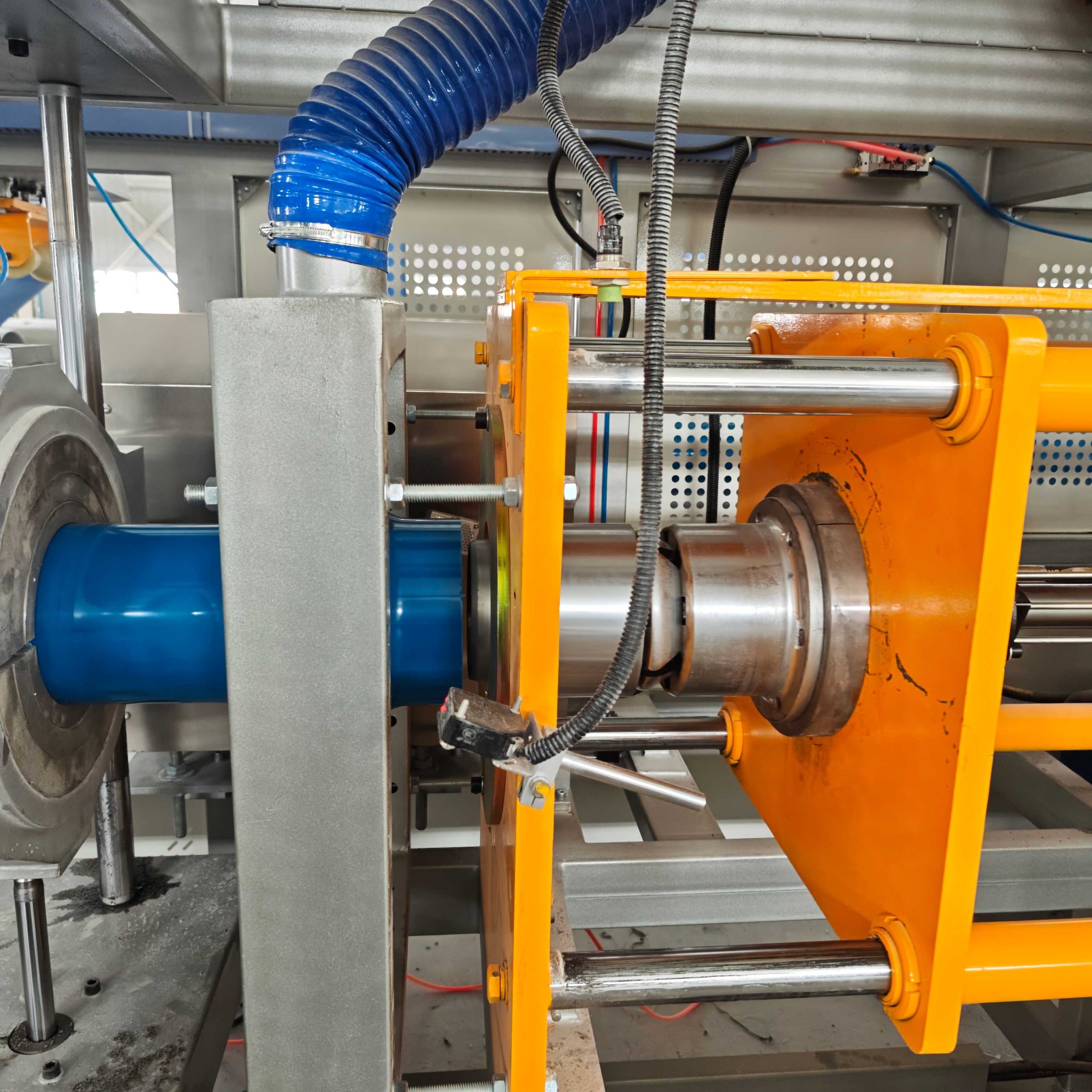
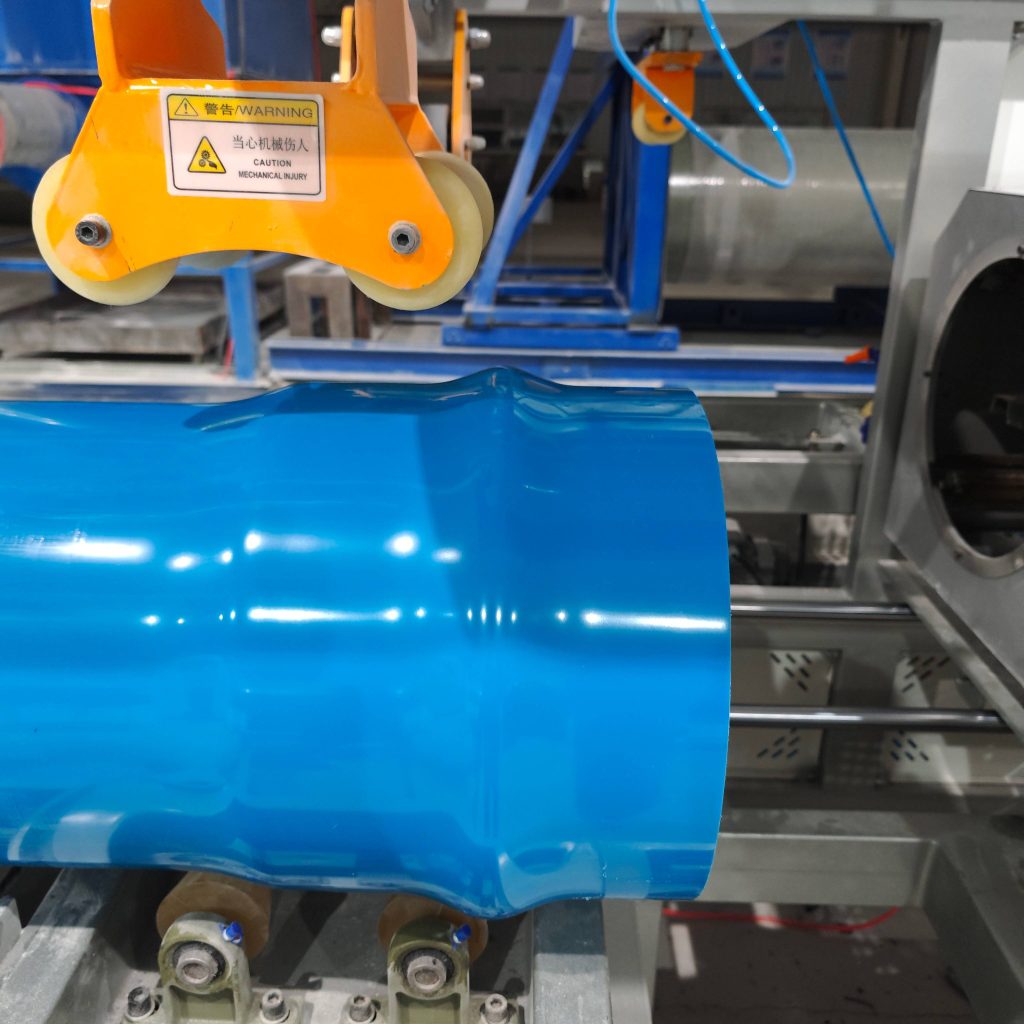
5. 四爪伺服牵引与环形无屑切割系统
考虑到Φ110–315mm给水管材规格跨度较大、壁厚较高,整线后端采用 四爪履带式伺服牵引机 与 315管材环形无屑切割机,并配置倒角功能,提升成品加工质量。
牵引系统
○适用范围:Φ110–315mm
○四履带结构
○最大牵引力:28000N
○牵引速度:0.1–3m/min
○4台 1.1kW正弦伺服电机
○气动夹紧
切割系统
○环形无屑切割
○适用管径:Φ110–315mm
○最大切割厚度:25mm
○汇川伺服进刀
○车刀带倒角
○PLC:西门子
实现价值
○保证牵引与挤出速度同步
○提高切割端面质量
○减少切屑污染
○同步完成倒角,提升后端效率
这套后端组合很适合给水管项目,因为客户通常很看重切口质量和后续连接便利性。无屑切割配倒角,属于那种“现场一看就知道很实用”的配置。
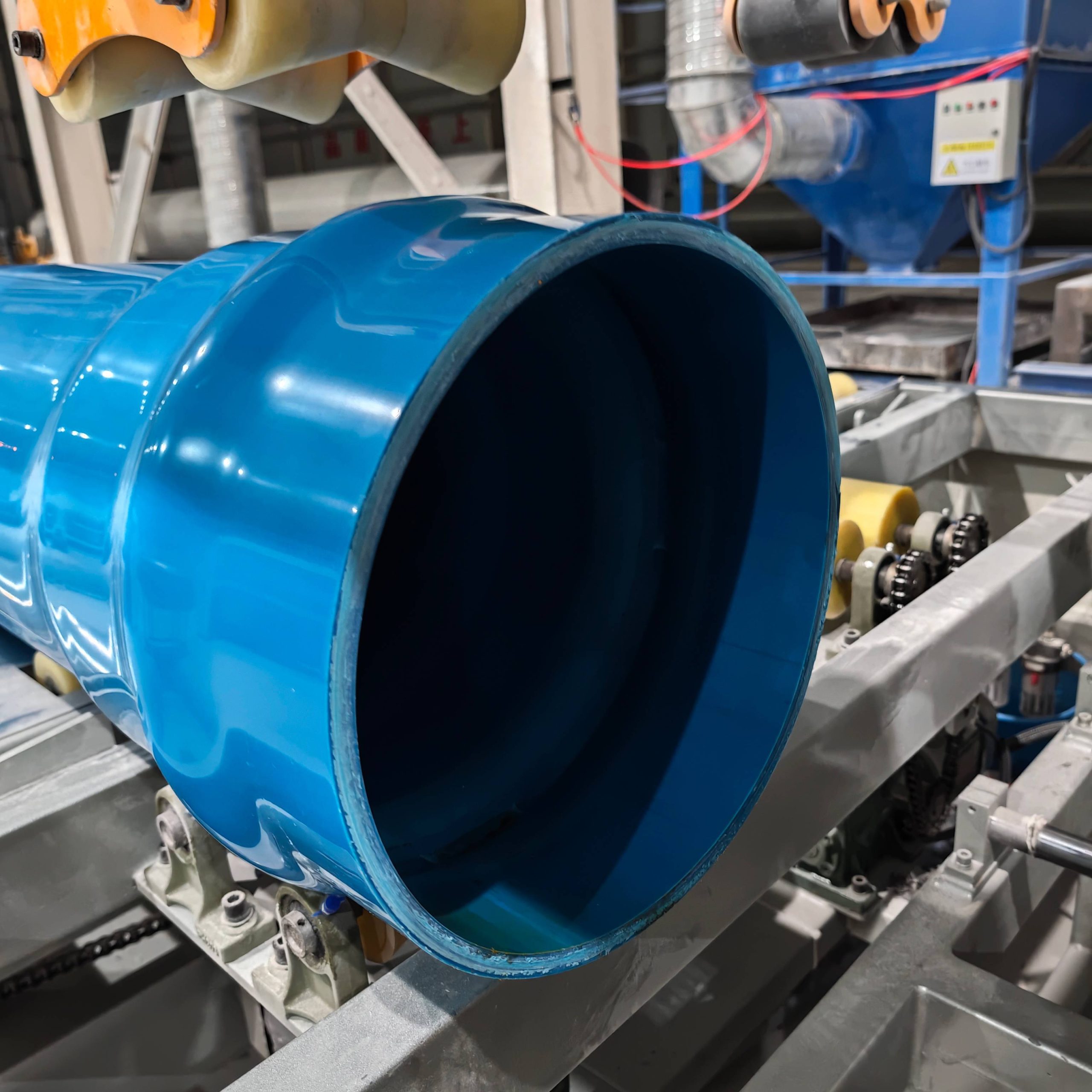
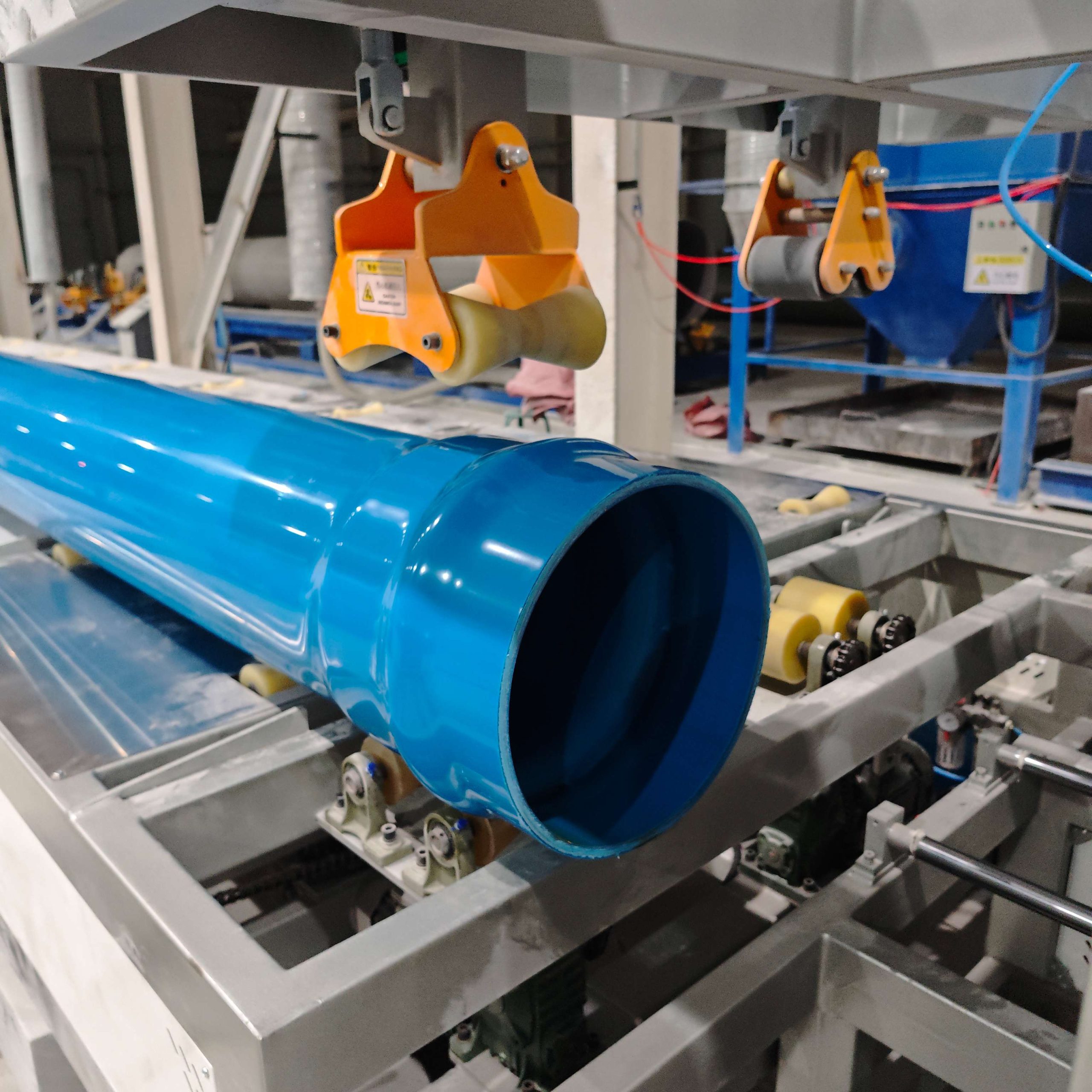
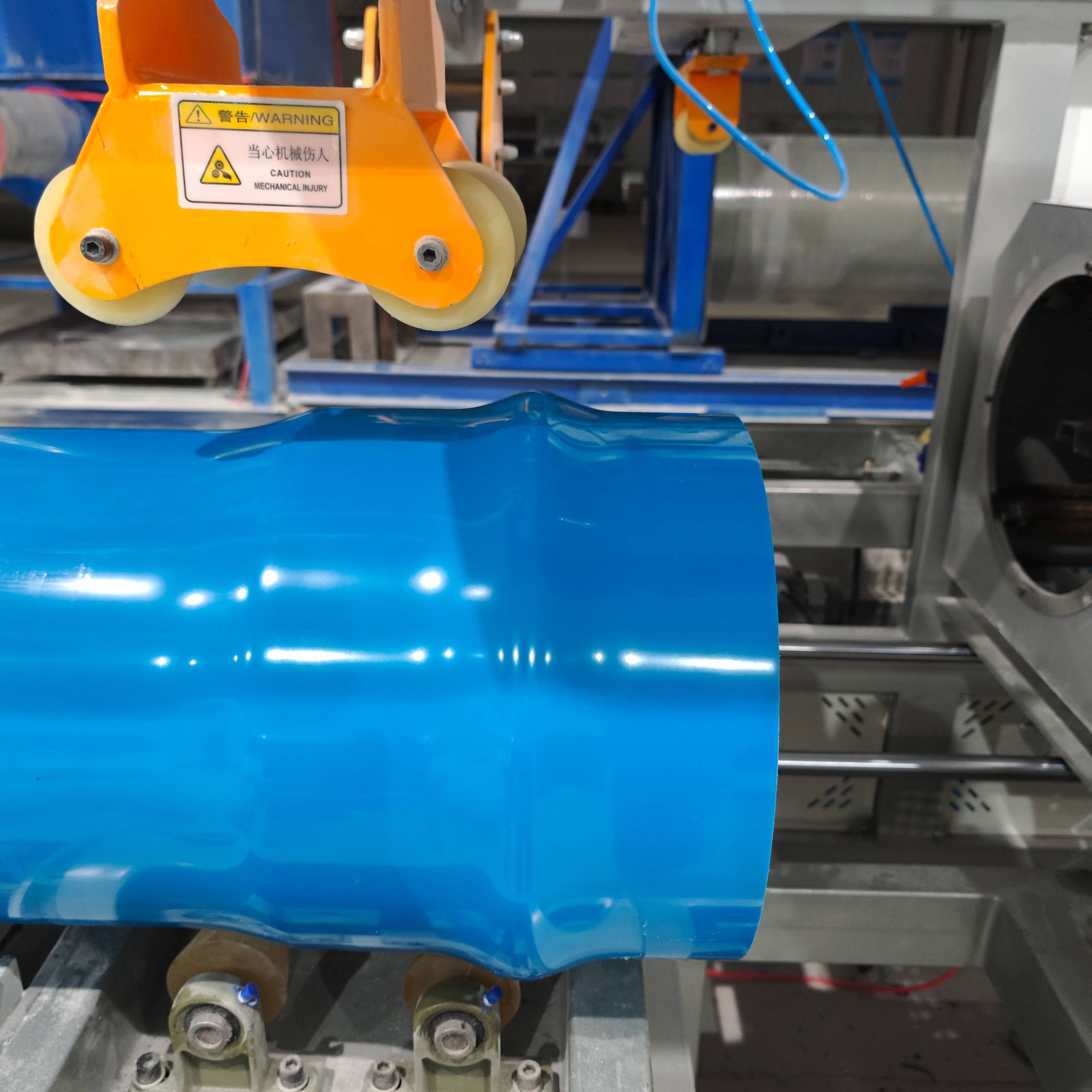
6. 翻管与全自动扩口系统
为了进一步提升成品后处理效率,整线配置了 9米翻管机 与 315全自动扩口机,支持 R口与U口兼容扩口,以胶圈连接形式为主,满足市场常见连接需求。
扩口系统特点
○扩口范围:OD Φ110–315
○扩口长度:2–12m
○扩口形式:直口 / R口
○加热方式:电热管加热
○冷却方式:风冷
○PLC:西门子
○电气:欧姆龙或施耐德
实现价值
○提升后端成品加工自动化程度
○满足不同连接形式需求
○提高大规格管材交付完整性
○减少人工扩口操作负担
这一步非常像“临门一脚”。管挤得再好,如果后端扩口处理不稳定,客户现场安装体验也会打折扣。


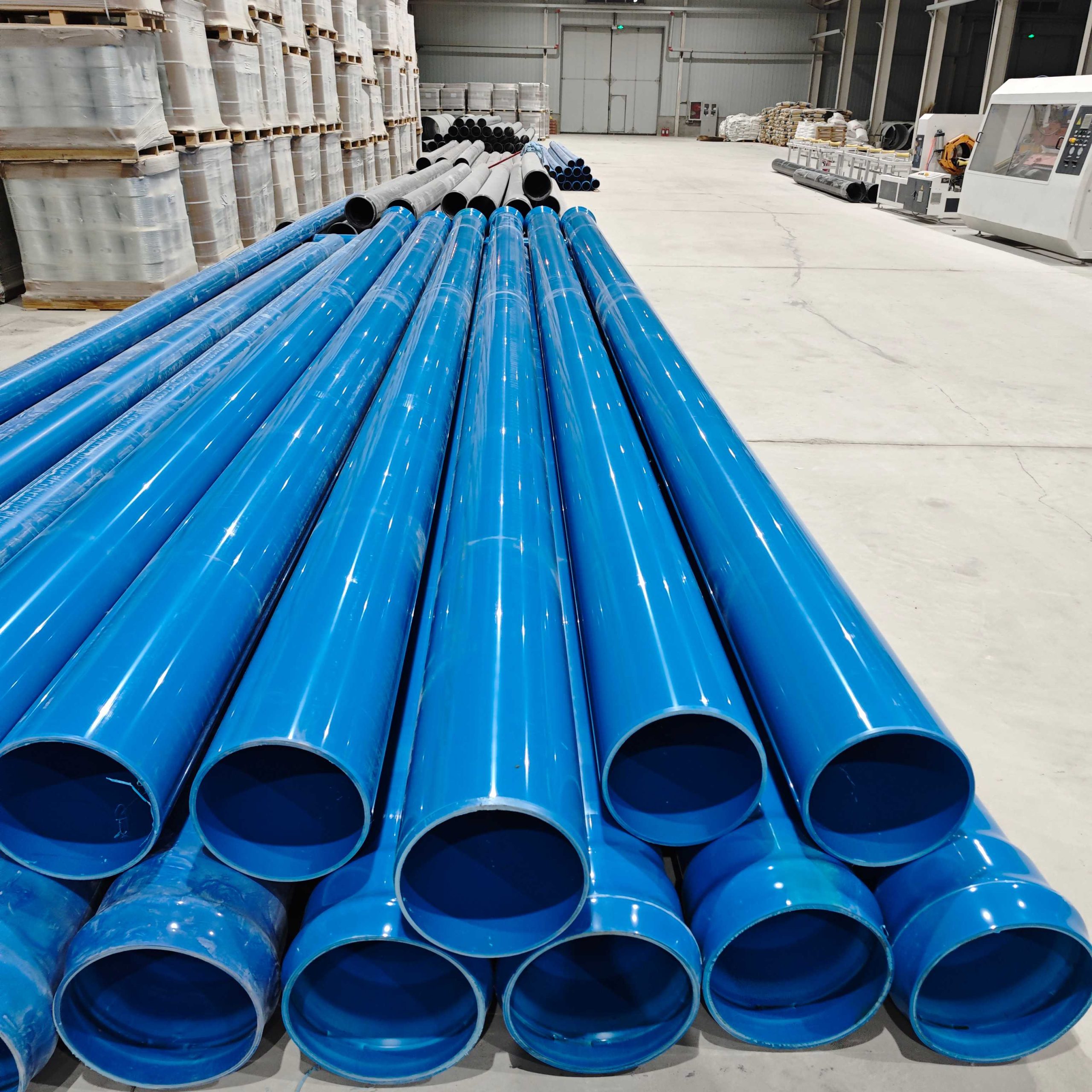
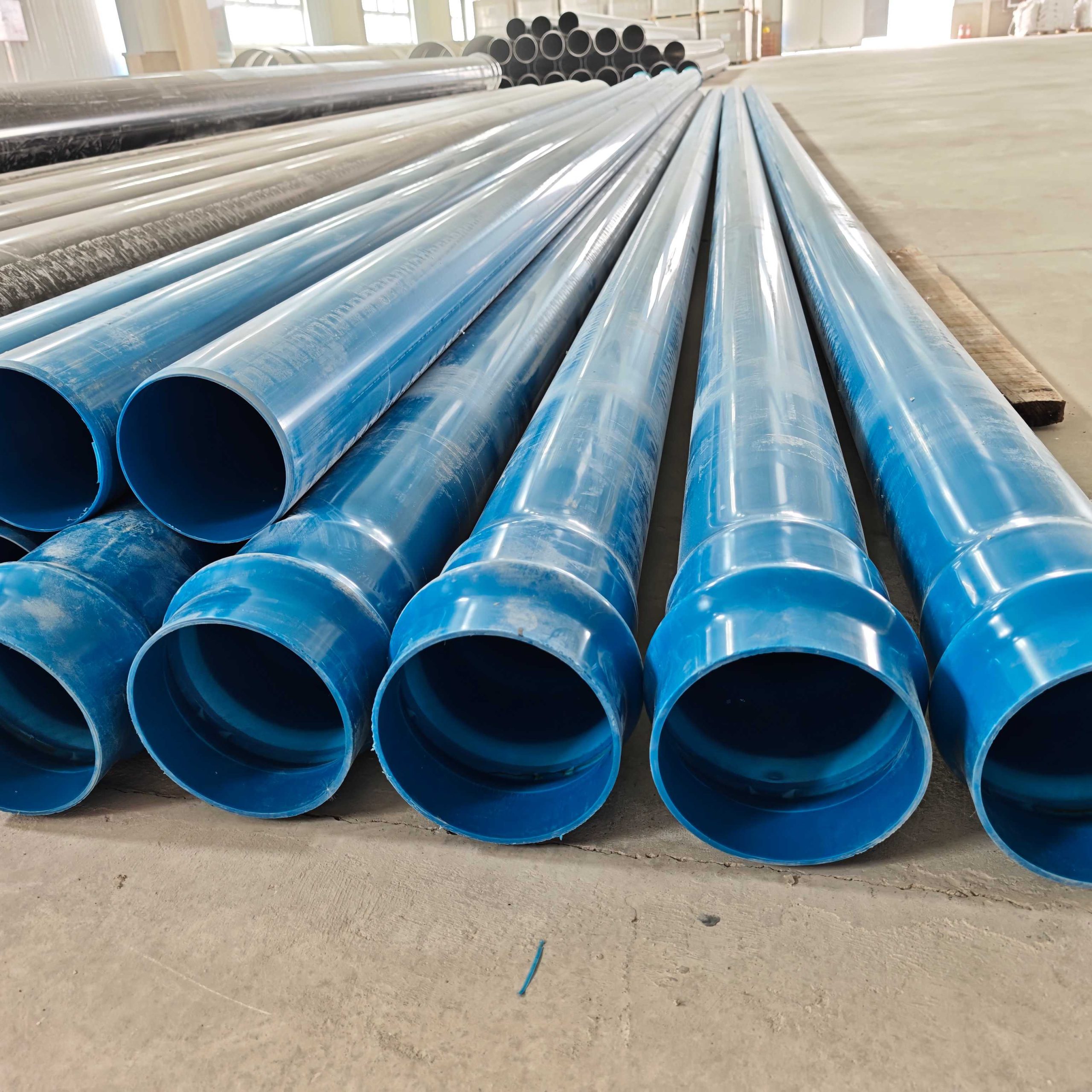
项目交付内容
本项目围绕PVC给水管材连续化生产进行系统交付,形成从配混到扩口的完整整线配置。
上面这套交付结构,体现的是 PVC给水管整线制造能力,不是简单的设备拼接。整条线从原料到成品,逻辑是完整闭环的。
本项目的价值亮点
根据客户项目需求和设备配置目标,这条生产线在以下方面具有明显应用价值。


为什么客户选择我们
在PVC给水管材设备领域,我们不仅提供挤出设备,更关注客户的产品标准、规格布局、连接形式和现场使用习惯。对于中大口径PVC管项目,我们更加注重 配混稳定性、塑化效果、定型精度、后端处理完整性以及整线交付能力,帮助客户建立更高效、更稳定、更标准化的生产体系。